精度の確認
精度の影響
周囲の温度は精度に最も大きな影響を及ぼします。特に床との温度差が大きいと、レーザー光が歪んでしまう可能性があります。
上昇する地面の熱から受ける影響を最小限に抑えるために、本機を三脚に取り付けて使用してください。また、できるだけ本機を作業場の中央に置いてください。
外的影響のほかに、機器固有の影響(落下や急激な衝突など)によって誤差が生じることがあります。作業開始前に毎回精度をチェックしてください。
まず水平レーザーラインの水平精度をチェックしてから、垂直レーザーラインの水平精度をチェックしてください。
精度チェック中に検査結果が1回でも許容誤差を超えた場合には、Bosch-カスタマーサービスにチェックをご依頼ください。
左右軸の水平精度をチェックしてください。
精度チェックを行うには、壁面(AおよびB)にはさまれた干渉物のない測定距離(5 m)と安定した設置面が必要になります。
- 本機を壁Aの近くの三脚の上に設置するか、または安定した平坦な床面に置きます。自動整準モードで本機の電源を入れます。水平レーザーレベルと垂直レーザーレベルが本機前方に照射される運転モードを選択します。
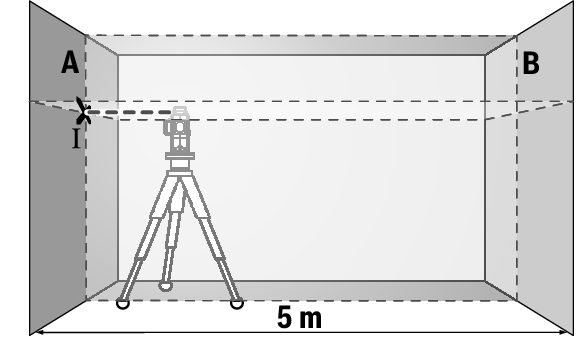
- レーザーを壁A付近に向け、本機を整準させます。壁面上に照射されたレーザーラインが交差するポイントの中央に印を付けます(ポイントI)。
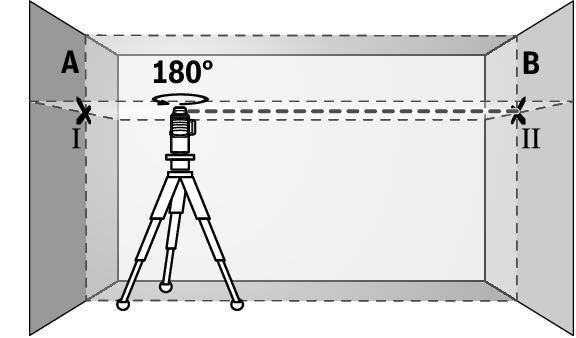
- 本機を180°回転させてから整準させ、反対側の壁Bのレーザーラインの交点に印を付けます(ポイントⅡ)。
- 本機を回転させることなく壁Bの近くに配置してから、本機をオンにして整準させます。
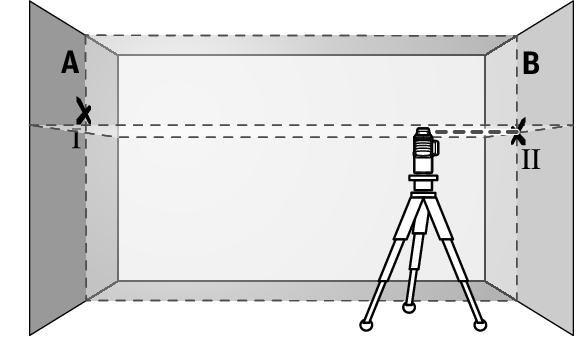
- レーザーラインの交点が壁Bに印を付けておいたポイントⅡに正確に来る高さに本機を配置します(必要に応じて三脚や下敷きを使用)。
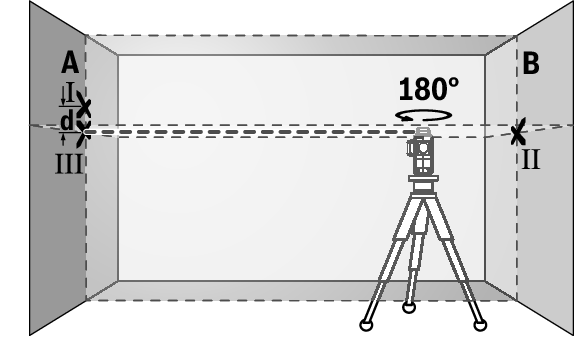
- 高さが変わらないようにして本機を180°回転させます。垂直のレーザーラインがすでに印を付けたポイントⅠに来るように、本機を壁Aに向けます。本機を整準させ、壁Aのレーザーラインの交点に印を付けます(ポイントⅢ)。
- 壁Aに印を付けたポイントIとⅢの差dは、本機の実際の高さの誤差となります。
測定距離が2 × 5 m = 10 mの場合の最大許容誤差は
10 m × ±0.2 mm/m = ±2 mmで、 ポイントⅠとⅡの差dは最大2 mmとなります。
垂直ラインの水平精度のチェック
垂直ラインの水平精度チェックを行うには、ドア用開口部が必要となります。この際、ドアの前後両側に2.5m以上のスペースがあることと、安定した床面が必要になります。
- 本機をドア開口部から2.5m離れた、堅い平らな床面に設置します(三脚上ではなく)。自動整準モードで本機の電源を入れます。垂直レーザーレベルが本機前方に照射される運転モードを選択します。
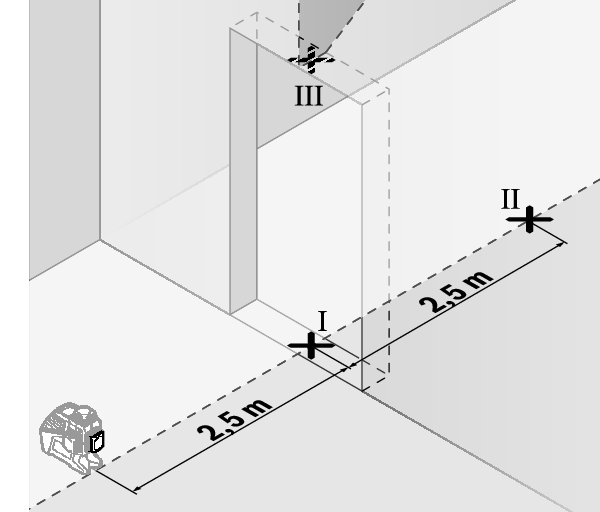
- ドア開口部の床(ポイントⅠ)、ドア開口部の反対側の5m離れた箇所(ポイントⅡ)、そしてドア開口部の上端(ポイントⅢ)の垂直レーザーラインの中央に印を付けます。
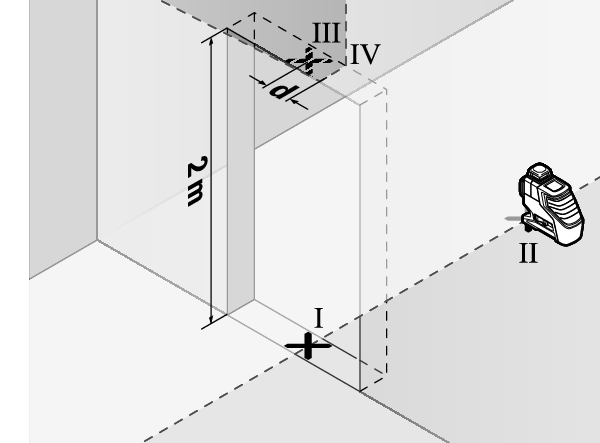
- 本機を180°回転させ、ドア開口部の反対側、ポイントIIのすぐ後方に配置します。本機を整準させ、垂直レーザーラインの中心がポイントIとIIを通るようにします。
- ドア開口部の上端に照射されているレーザーラインの中心をポイントIVとして印を付けます。
- 印を付けたポイントIIIとIVの差dは、本機の垂直ラインに対する実際の誤差となります。
- ドア開口部の高さを測定します。
2本目の垂直レーザーレベルのために測定手順を繰り返します。垂直レーザーレベルが本機の横、側面に照射される運転モードを選択します。測定を開始する前に本機を90°回転させます。
最大許容誤差は以下のように計算します:
2 × ドア開口部の高さ × 0.2 mm/m
例えばドア開口部の高さが2 mの場合の最大許容誤差は、
2 × 2 m × ±0.2 mm/m = ±0.8 mmとなります。ポイントⅢとⅣが0.8 mm以内であれば正常です。

