測量工具精準度檢查
影響精度的因素
操作環境的溫度是最大的影響因素。尤其是由地面往上延伸的漸進式溫度差異可能會使雷射光束改變方向。
為了將由地面升高的熱度所產生的熱影響降至最低,建議在三腳架上使用測量工具。此外,請您將測量工具儘量架設在作業區的中央。
除了外在因素,發生偏差的原因亦可能來自機器本身(例如機器曾翻倒或受到猛力撞擊)。因此,每次開始工作之前,請您先進行調平精準度檢查。
一律先檢查水平雷射標線的調平精準度,然後再檢查垂直雷射標線的調平精準度。
如果檢查時發現測量工具的偏差超過最大極限。必須把儀器交給 Bosch顧客服務處修理。
檢查橫軸的水平水準精度
針對這項檢查,您必須在兩面牆 A 和 牆 B 之間找出一段無障礙物、長度 5 m 的測量距離。
- 請將測量工具先安裝在三腳架上後,再架設到 A 牆附近的位置,或將測量工具放置在穩固的平坦基座上。請將測量工具開啟為使用自動調平功能。請您選擇一個操作模式,該模式要能在測量工具正前方發射一個水平雷射平面以及一個垂直雷射平面。
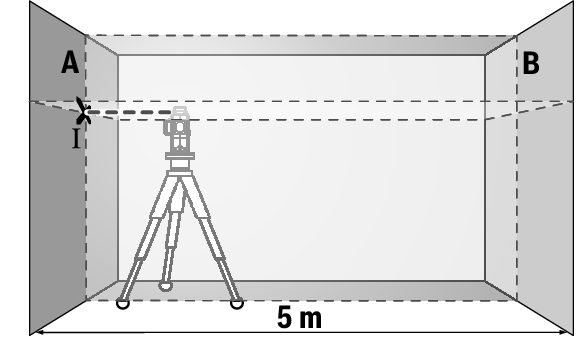
- 把雷射光束對準比較靠近的 A 牆並讓測量儀進行調平。標示出雷射標線在牆上之交叉點的中心位置(Ⅰ 點)。
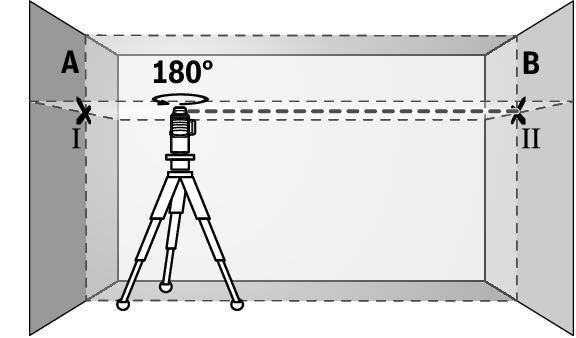
- 將測量工具旋轉 180°,讓它進行調平,然後在對面的 B 牆上標出雷射標線的交叉點(Ⅱ 點)。
- 將測量工具(不用旋轉)移至靠近 B 牆附近,然後啟動電源,讓它進行調平。
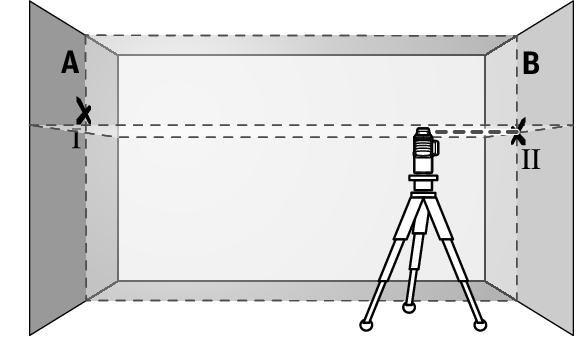
- 調整測量工具的高度(利用三腳架或者必要時可再墊高),讓雷射標線的交叉點正好對準先前在 B 牆上標出的 Ⅱ 點。
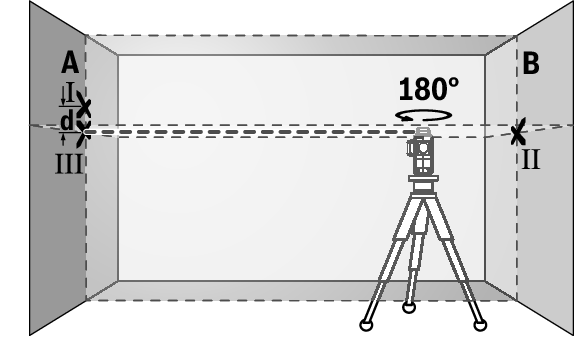
- 將測量工具旋轉 180°,但不用再改變其高度。這次要讓它對準那條通過 A 牆 Ⅰ 點的垂直線。讓測量工具進行調平,接著再到 A 牆上標出雷射標線的交叉點(Ⅲ 點)。
- A 牆上標出的 Ⅰ 與 Ⅲ 兩點相差的高度 d 即是測量工具的實際高度偏差。
測量距離為 2 × 5 m = 10 m 時的最大容許偏差是:
10 m × ±0.2 mm/m = ±2 mm。因此,Ⅰ 和 Ⅱ 兩點之間相差的距離 d 最多只能有 2 mm。
檢查垂直方向的雷射標線調平精度
為進行此項檢查,您需要找出一處地面平坦穩固的門口,門的兩邊都至少有 2.5 m 的深度。
- 請將測量工具放置於穩固的平坦地面(不是三腳架)上,與門口距離 2.5 m。請將測量工具開啟為使用自動調平功能。請您選擇一個操作模式,該模式要能在測量工具正前方發射一個垂直雷射平面。
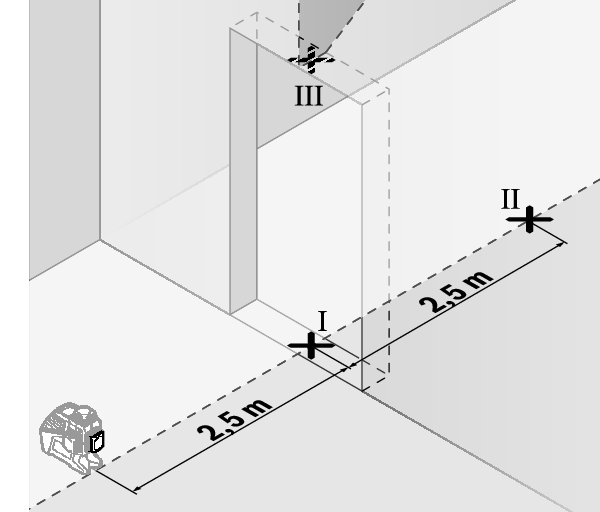
- 請在門口地面上(Ⅰ 點)、在門口另一邊與目前位置相距 5 m 的位置上(Ⅱ 點)以及門口上緣處(Ⅲ 點),標出垂直雷射標線的中心點。
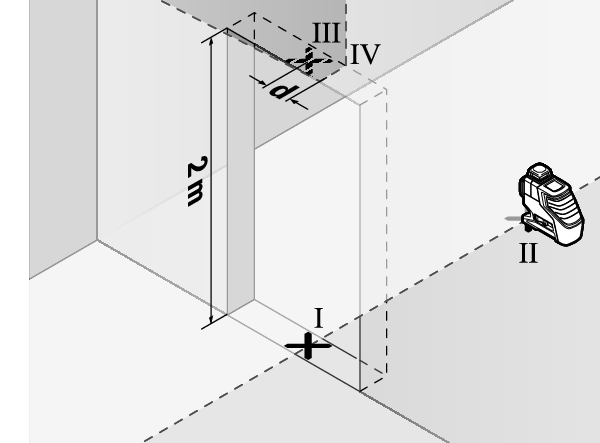
- 將測量工具旋轉 180°,並將它移至門口另一邊,正好放在 Ⅱ 點後。讓測量工具進行調平,並調整垂直雷射標線的位置,讓它的中心點剛好同時通過 Ⅰ點及 Ⅱ 點。
- 在門口上緣處標出雷射標線的中心點,此即為 Ⅳ 點。
- Ⅲ 與 Ⅳ 兩點之間相差的距離 d 即是測量工具的實際垂直偏差。
- 測量門口的高度。
重複以上過程來檢查第二道垂直雷射面。其做法是:請您選擇一個操作模式,該模式要能在測量工具側邊發射一個垂直雷射平面,然後請您在開始測量程序之前先將測量工具旋轉 90°。
最大容許偏差的計算方式如下:
兩倍的門口高度 × 0.2 mm/m
舉例來說:如果門口高度為 2 m,則最大容許偏差為
2 × 2 m × ±0.2 mm/m = ±0.8 mm。因此,Ⅲ 及 Ⅳ 兩點最多可相差 0.8 mm。

